 TC2F-35.4型汽轮机本体检修 主机规程.docx
TC2F-35.4型汽轮机本体检修 主机规程.docx
《TC2F-35.4型汽轮机本体检修 主机规程.docx》由会员分享,可在线阅读,更多相关《TC2F-35.4型汽轮机本体检修 主机规程.docx(34页珍藏版)》请在第壹文秘上搜索。
1、第一章TC2F-35.4型汽轮机本体检修第一节TC2F-35.4型机组规范电厂#1、#2机规范1、型号:TC2F-35.4型2、 TC-单轴布置2F-双排汽口354末级叶片长度3、 额定功率:350000KM4、 汽轮机转速:300OrPm5、 旋转方向:由汽轮机向发电机端看,为顺时针方向。6、 主蒸汽压力:16.67MPa7、 主蒸汽温度:5388、 再热蒸汽温度:5389、排汽真空压力:0.0049MPa(723mmHg)10、冷却水温度:正常20C最高33C11、计算临界转速:发电机转子一阶:90OrPm低压转子一阶:16IOrpm高压转子一阶:169OrPm发电机转子二阶:234OrP
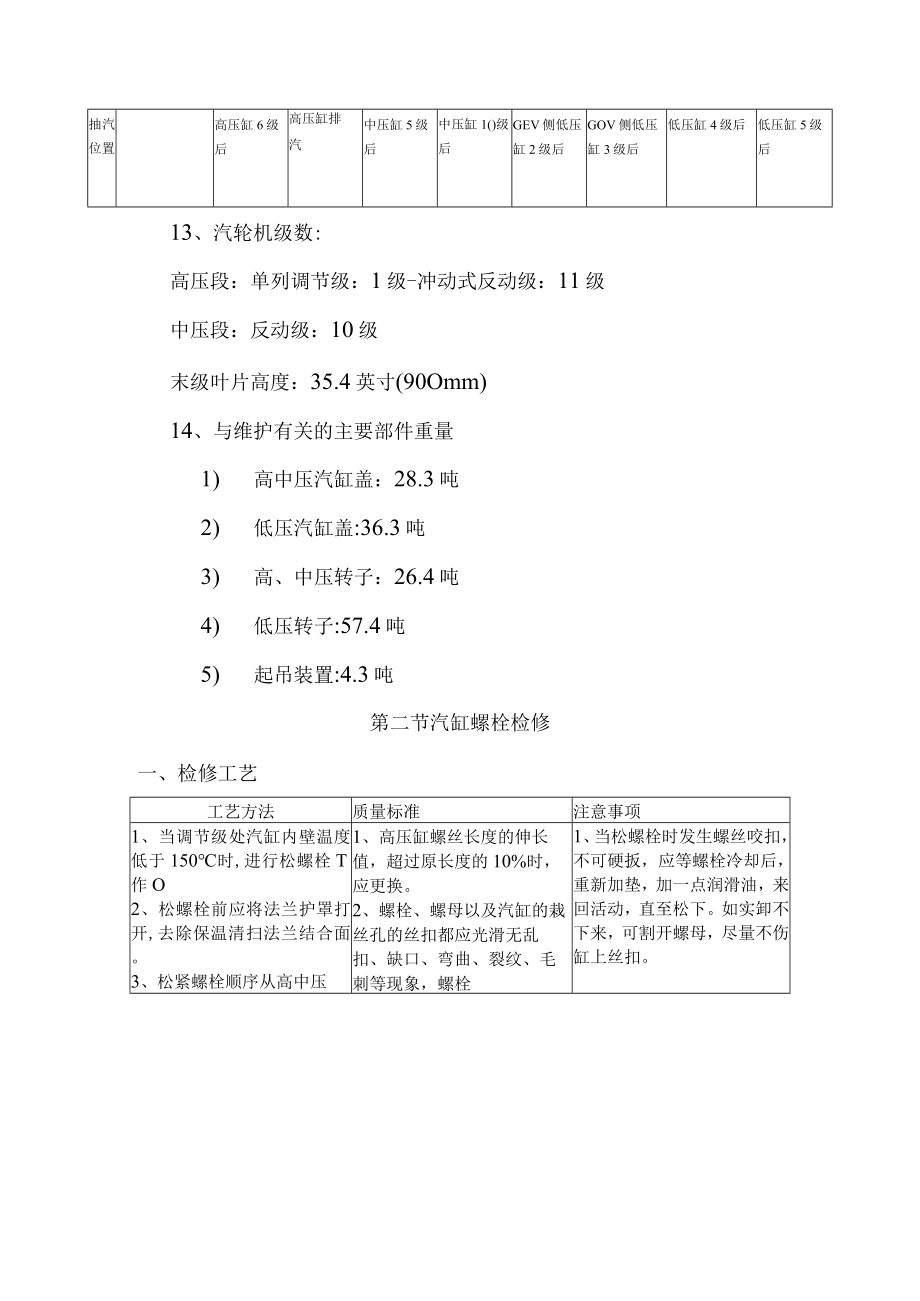
2、m低压转子二阶:370OrPm12、不调整抽汽情况:级序工况/参412345678经济工况压力(Mpa)7.033.971.930.7980.270.14070.02830.022温度(C)407.5327.0433.7315.6189.1125.190.9867.81抽汽量(kgl)9043884890538026039828574250822988535586抽汽位置高压缸6级后高压缸排汽中压缸5级后中压缸1()级后GEV侧低压缸2级后GOV侧低压缸3级后低压缸4级后低压缸5级后13、汽轮机级数:高压段:单列调节级:1级-冲动式反动级:11级中压段:反动级:10级末级叶片高度:35.4英寸
3、(90Omm)14、与维护有关的主要部件重量1) 高中压汽缸盖:28.3吨2) 低压汽缸盖:36.3吨3) 高、中压转子:26.4吨4) 低压转子:57.4吨5) 起吊装置:4.3吨第二节汽缸螺栓检修一、检修工艺工艺方法质量标准注意事项1、当调节级处汽缸内壁温度低于150时,进行松螺栓T作O2、松螺栓前应将法兰护罩打开,去除保温清扫法兰结合面。3、松紧螺栓顺序从高中压1、高压缸螺丝长度的伸长值,超过原长度的10%时,应更换。2、螺栓、螺母以及汽缸的栽丝孔的丝扣都应光滑无乱扣、缺口、弯曲、裂纹、毛刺等现象,螺栓1、当松螺栓时发生螺丝咬扣,不可硬扳,应等螺栓冷却后,重新加垫,加一点润滑油,来回活动
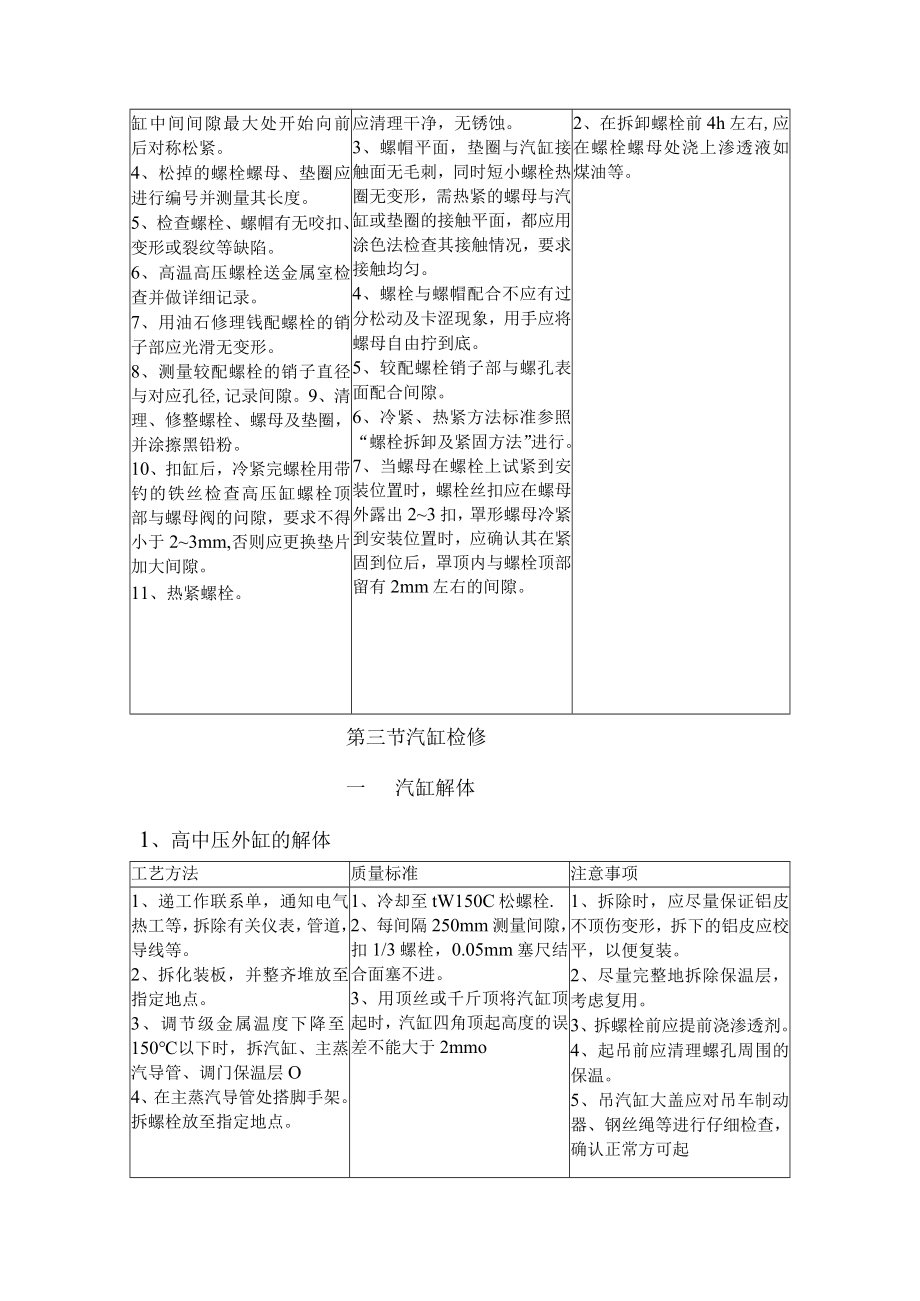
4、,直至松下。如实卸不下来,可割开螺母,尽量不伤缸上丝扣。缸中间间隙最大处开始向前后对称松紧。4、松掉的螺栓螺母、垫圈应进行编号并测量其长度。5、检查螺栓、螺帽有无咬扣、变形或裂纹等缺陷。6、高温高压螺栓送金属室检查并做详细记录。7、用油石修理钱配螺栓的销子部应光滑无变形。8、测量较配螺栓的销子直径与对应孔径,记录间隙。9、清理、修整螺栓、螺母及垫圈,并涂擦黑铅粉。10、扣缸后,冷紧完螺栓用带钓的铁丝检查高压缸螺栓顶部与螺母阀的问隙,要求不得小于23mm,否则应更换垫片加大间隙。11、热紧螺栓。应清理干净,无锈蚀。3、螺帽平面,垫圈与汽缸接触面无毛刺,同时短小螺栓热圈无变形,需热紧的螺母与汽缸或
5、垫圈的接触平面,都应用涂色法检查其接触情况,要求接触均匀。4、螺栓与螺帽配合不应有过分松动及卡涩现象,用手应将螺母自由拧到底。5、较配螺栓销子部与螺孔表面配合间隙。6、冷紧、热紧方法标准参照“螺栓拆卸及紧固方法”进行。7、当螺母在螺栓上试紧到安装位置时,螺栓丝扣应在螺母外露出23扣,罩形螺母冷紧到安装位置时,应确认其在紧固到位后,罩顶内与螺栓顶部留有2mm左右的间隙。2、在拆卸螺栓前4h左右,应在螺栓螺母处浇上渗透液如煤油等。第三节汽缸检修一汽缸解体1、高中压外缸的解体工艺方法质量标准注意事项1、递工作联系单,通知电气热工等,拆除有关仪表,管道,导线等。2、拆化装板,并整齐堆放至指定地点。3、
6、调节级金属温度下降至150以下时,拆汽缸、主蒸汽导管、调门保温层O4、在主蒸汽导管处搭脚手架。拆螺栓放至指定地点。1、冷却至tW150C松螺栓.2、每间隔250mm测量间隙,扣1/3螺栓,0.05mm塞尺结合面塞不进。3、用顶丝或千斤顶将汽缸顶起时,汽缸四角顶起高度的误差不能大于2mmo1、拆除时,应尽量保证铝皮不顶伤变形,拆下的铝皮应校平,以便复装。2、尽量完整地拆除保温层,考虑复用。3、拆螺栓前应提前浇渗透剂。4、起吊前应清理螺孔周围的保温。5、吊汽缸大盖应对吊车制动器、钢丝绳等进行仔细检查,确认正常方可起5、在中低压缸蒸汽联通管法兰部搭设脚手架。6、拆联通管进出口法兰螺栓螺帽及垫片并放置
7、指定地点保存。7、拆开前、后轴封套水平、垂直结合面螺栓,使上轴封套与汽缸轴向有l2mm间隙。8、拆除汽缸结合面螺栓。1)检查汽缸水平中分面间隙;2)屋中分面四周搭设脚手架;3)准备各种规格扳手及加热器12套;4)由汽缸中部向两端对称松螺栓(热松);5)用手锤确认螺帽松动后,用扳手松至23扣,待冷却至一定温度后再拆除。(详细说明请参照“螺栓紧固及拆卸方法”按编号将螺栓螺帽、垫片放置指定地点)。9、每隔一定间距,测量汽缸结合面间隙,并做好详细记录。10高、中压外上缸起吊。1)准备起吊工具、机械枕木、顶丝等。2)确认影响上汽缸起吊的一切仪器仪表、管道、导线及螺栓等均已拆除。3)上缸重量28.3T,应



- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- TC2F-35.4型汽轮机本体检修 主机规程 TC2F 35.4 汽轮机 本体 检修 主机 规程
 第壹文秘所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
第壹文秘所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 重点工作绩效评估自评表.docx
重点工作绩效评估自评表.docx
-
2022 WHO成人、青少、儿童HIV感染者隐球菌病的诊断、预防和管理(全文).docx
-
国家电网行测专项练习题二.docx
-
铁路安全保证书范文.docx
-
2022 ESC室性心律失常管理和心脏性猝死预防指南要点(全文).docx
-
宁夏省安全员C类考试试题.docx
-
2022 EASL消除病毒性肝炎总结(全文).docx
-
2021煤炭工业露天矿建设项目考试答案.docx
-
2022 BSG功能性消化不良的管理要点(全文).docx
-
2022中国原发性结直肠癌规范诊疗质量控制指标(全文).docx
-
2022不同移植胚胎类型和数量与异位妊娠发生风险相关性的研究进展(全文).docx
-
2022YIIN道分娩宫缩乏力性产后出血的早期识别及处理(全文).docx
-
2022中国膀胱癌保膀胱治疗多学科诊治协作共识(全文).docx
-
2022中国宫颈癌规范诊疗质量控制指标(最全版).docx
-
2022中国噬血细胞综合征诊断与治疗指南(最全版).docx
-
2022某县纪委监委关于漠视侵害群众利益问题专项整治工作情况汇报.docx
-
2022某市某区统筹疫情防控和稳定经济增长社会发展工作实施方案2篇.docx
-
2022某市关于贯彻落实全国稳住经济大盘电视电话会议精神和全省稳经济工作电视电话会议贯彻落实情况的报告.docx
-
2022民生实事项目任务分解方案.docx
-
2022某局以案促改工作开展情况报告(含主要做法下一步计划及打算).docx
-
2022正确认识和把握我国发展重大理论和实践问题学习心得感悟范文.docx
-
2022检察机关扫黑除恶专项斗争工作开展情况的报告.docx
-
2022查摆理论学习思想状态组织纪律三个方面问题专题组织生活会个人对照检查材料.docx
-
2022法治政府建设工作总结.docx
-
2022校长述职报告范文.docx
-
2022母婴安全保障自查自纠报告(工作开展情况、存在问题及下步整改措施计划).docx
-
2022机关党建工作要点三篇(1).docx
-
2022某县某市“六稳”“六保”工作开展落实情况汇报材料2篇.docx
-
“两在两同”我先行—区委统战部“同心筑梦”行动实施方案.docx
-
“三重一大”决策制度整改汇报.docx
-
“两个确立”专题党课讲稿6篇汇编.docx
-
“三强化”抓实党风廉政建设.docx
-
2023年版安全员B证实操考试内部模拟题库含答案必考点.docx
-
乡镇2023年农业农村现代化工作实施方案 (汇编4份).docx
-
2023年度学习贯彻深学争优、敢为争先、实干争效工作部署会的研讨材料及其活动方案.docx
-
2023年版安全员C证考试必考点模拟题库附答案.docx
-
2023年度行政村乡村建设信息采集表.docx
-
乡镇2023年开展乡村振兴项目启动仪式发言稿 (合计4份).docx
-
2023年版安徽三支一扶考试内部培训模拟题库附答案全考点r.docx
-
2023年度观看电视专题片《榜样7》研讨材料.docx
 招投标案例分析.ppt
招投标案例分析.ppt
-
2023年版寒假作业范文:春节作文400-600字(27篇).docx
-
2023年开展深学争优、敢为争先、实干争效的发言材料包含实施方案.docx
-
2023年版山东安全员C证考试[内部]培训模拟题库附答案必考点.docx
-
2023年扎实推动“三服务”工作作示范、勇争先——交流发言材料.docx
-
2023年护士节疫情寄语,菁选3篇.docx
-
2023年版山东省安全员A证考试[内部]通关培训模拟题库含答案全考点.docx
-
救护车驾驶员工作规范.ppt
-
2023年版山东省安全员C证实操考试必考点模拟题库附答案.docx
-
2023年推进国企改革三年行动重点任务落实情况报告.docx
-
(最新)幼儿园2023年春季开学通知三篇.docx
 湖北省太阳能资源分布表、传统光伏支架安装图、钢结构悬索柔性支架结构示意图.docx
光热电站聚光集热及熔盐储热系统土建施工重要质量控制点、光热电站调试专业主控项目.docx
XX新能源产业协会关于成立XX氢能冷热电联供中心的通知(20259年).docx
水泥厂DCS系统全部中控操作画面失控应急预案.docx
配电盘稳装更换变压器专项安全风险辨识评估标准.docx
稻壳发电汽轮机运行规程.docx
矿井配电盘预防性试验专项安全风险辨识评估标准.docx
火力发电行业企业生产安全事故现场管理类隐患排查治理清单(汽机车间).docx
汽轮机辅助设备问答题含答案.docx
提高泵送系统能源效率的方法.docx
湖北省太阳能资源分布表、传统光伏支架安装图、钢结构悬索柔性支架结构示意图.docx
光热电站聚光集热及熔盐储热系统土建施工重要质量控制点、光热电站调试专业主控项目.docx
XX新能源产业协会关于成立XX氢能冷热电联供中心的通知(20259年).docx
水泥厂DCS系统全部中控操作画面失控应急预案.docx
配电盘稳装更换变压器专项安全风险辨识评估标准.docx
稻壳发电汽轮机运行规程.docx
矿井配电盘预防性试验专项安全风险辨识评估标准.docx
火力发电行业企业生产安全事故现场管理类隐患排查治理清单(汽机车间).docx
汽轮机辅助设备问答题含答案.docx
提高泵送系统能源效率的方法.docx