 焊接工艺卡03-304L 不锈钢- 01版.docx
焊接工艺卡03-304L 不锈钢- 01版.docx
《焊接工艺卡03-304L 不锈钢- 01版.docx》由会员分享,可在线阅读,更多相关《焊接工艺卡03-304L 不锈钢- 01版.docx(6页珍藏版)》请在第壹文秘上搜索。
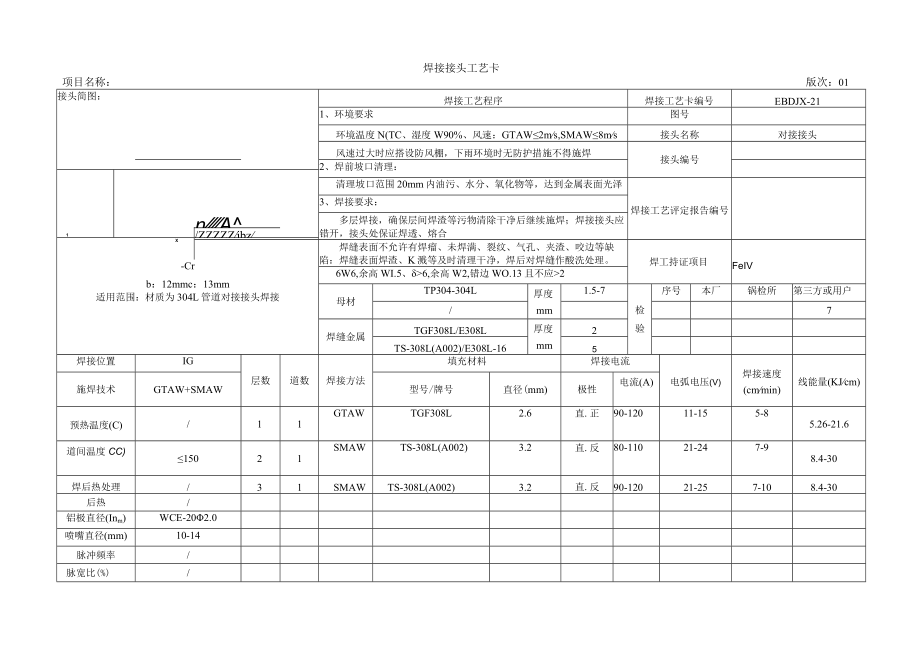
1、焊接接头工艺卡项目名称:版次:01接头简图:焊接工艺程序焊接工艺卡编号EBDJX-211、环境要求图号环境温度N(TC、湿度W90%、风速:GTAW2ms,SMAW8ms接头名称对接接头风速过大时应搭设防风棚,下雨环境时无防护措施不得施焊接头编号2、焊前坡口清理:1清理坡口范围20mm内油污、水分、氧化物等,达到金属表面光泽焊接工艺评定报告编号3、焊接要求:nA多层焊接,确保层间焊渣等污物清除干净后继续施焊;焊接接头应错开,接头处保证焊透、熔合/ZZZZZibzX焊缝表面不允许有焊瘤、未焊满、裂纹、气孔、夹渣、咬边等缺陷:焊缝表面焊渣、K溅等及时清理干净,焊后对焊缝作酸洗处理。焊工持证项目-C
2、rb:12mmc:13mm适用范围:材质为304L管道对接接头焊接FeIV6W6,余高WI.5、6,余高W2,错边WO.13且不应2母材TP304-304L厚度mm1.5-7检验序号本厂锅检所第三方或用户/7焊缝金属TGF308L/E308L厚度mm2TS-308L(A002)/E308L-165焊接位置IG层数道数焊接方法填充材料焊接电流电弧电压(V)焊接速度(cmmin)线能量(KJcm)施焊技术GTAW+SMAW型号/牌号直径(mm)极性电流(A)预热温度(C)/11GTAWTGF308L2.6直.正90-12011-155-85.26-21.6道间温度CC)15021SMAWTS-30
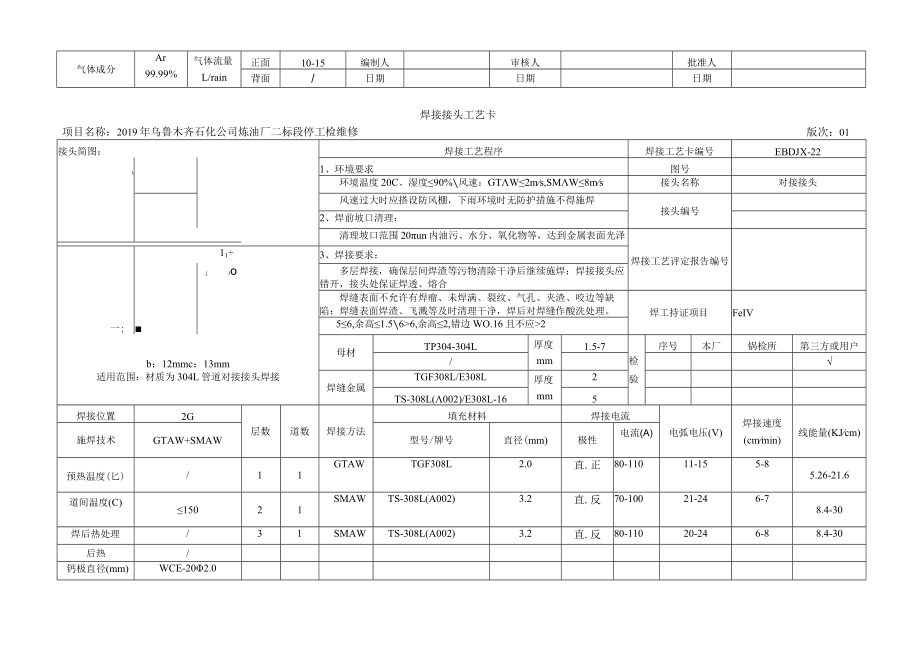
3、8L(A002)3.2直.反80-11021-247-98.4-30焊后热处理/31SMAWTS-308L(A002)3.2直.反90-12021-257-108.4-30后热/铝极直径(Inm)WCE-202.0喷嘴直径(mm)10-14脉冲频率/脉宽比(%)/气体成分Ar99.99%气体流量L/rain正面10-15编制人审核人批准人背面/日期日期日期接头简图:焊接工艺程序焊接工艺卡编号EBDJX-221、环境要求图号环境温度20C、湿度90%风速:GTW2ms,SMW8ms接头名称对接接头风速过大时应搭设防风棚,下雨环境时无防护措施不得施焊接头编号2、焊前坡口清理:清理坡口范围20un内
4、油污、水分、氧化物等,达到金属表面光泽焊接工艺评定报告编号一;113、焊接要求:1Io多层焊接,确保层间焊渣等污物清除干净后继续施焊;焊接接头应错开,接头处保证焊透、熔合焊缝表面不允许有焊瘤、未焊满、裂纹、气孔、夹渣、咬边等缺陷:焊缝表面焊渣、飞溅等及时清理干净,焊后对焊缝作酸洗处理。焊工持证项目FeIV56,余高1.566,余高2,错边WO.16且不应2b:12mmc:13mm适用范围:材质为304L管道对接接头焊接母材TP304-304L厚度mm1.5-7检验序号本厂锅检所第三方或用户/焊缝金属TGF308L/E308L厚度mm2TS-308L(002)/E308L-165焊接位置2G层数
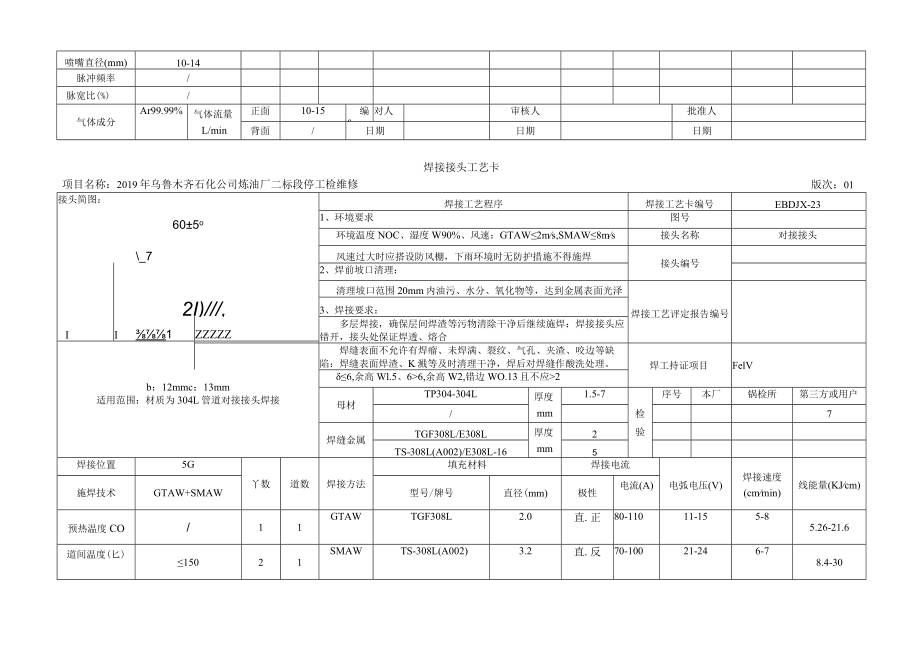
5、道数焊接方法填充材料焊接电流电弧电压(V)焊接速度(cmmin)线能量(KJcm)施焊技术GTAW+SMAW型号/牌号直径(mm)极性电流(A)预热温度(匕)/11GTAWTGF308L2.0直.正80-11011-155-85.26-21.6道间温度(C)15021SMAWTS-308L(A002)3.2直.反70-10021-246-78.4-30焊后热处理/31SMAWTS-308L(A002)3.2直.反80-11020-246-88.4-30后热/钙极直径(mm)WCE-202.0焊接接头工艺卡项目名称:2019年乌鲁木齐石化公司炼油厂二标段停工检维修版次:01喷嘴直径(mm)10-


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接工艺卡03-304L 不锈钢- 01版 焊接 工艺 03 304 不锈钢 01
 第壹文秘所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
第壹文秘所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 重点工作绩效评估自评表.docx
重点工作绩效评估自评表.docx
-
2022 WHO成人、青少、儿童HIV感染者隐球菌病的诊断、预防和管理(全文).docx
-
国家电网行测专项练习题二.docx
-
铁路安全保证书范文.docx
-
2022 ESC室性心律失常管理和心脏性猝死预防指南要点(全文).docx
-
宁夏省安全员C类考试试题.docx
-
2022 EASL消除病毒性肝炎总结(全文).docx
-
2021煤炭工业露天矿建设项目考试答案.docx
-
2022 BSG功能性消化不良的管理要点(全文).docx
-
2022中国原发性结直肠癌规范诊疗质量控制指标(全文).docx
-
2022不同移植胚胎类型和数量与异位妊娠发生风险相关性的研究进展(全文).docx
-
2022YIIN道分娩宫缩乏力性产后出血的早期识别及处理(全文).docx
-
2022中国膀胱癌保膀胱治疗多学科诊治协作共识(全文).docx
-
2022中国宫颈癌规范诊疗质量控制指标(最全版).docx
-
2022中国噬血细胞综合征诊断与治疗指南(最全版).docx
-
2022某县纪委监委关于漠视侵害群众利益问题专项整治工作情况汇报.docx
-
2022某市某区统筹疫情防控和稳定经济增长社会发展工作实施方案2篇.docx
-
2022某市关于贯彻落实全国稳住经济大盘电视电话会议精神和全省稳经济工作电视电话会议贯彻落实情况的报告.docx
-
2022民生实事项目任务分解方案.docx
-
2022某局以案促改工作开展情况报告(含主要做法下一步计划及打算).docx
-
2022正确认识和把握我国发展重大理论和实践问题学习心得感悟范文.docx
-
2022检察机关扫黑除恶专项斗争工作开展情况的报告.docx
-
2022查摆理论学习思想状态组织纪律三个方面问题专题组织生活会个人对照检查材料.docx
-
2022法治政府建设工作总结.docx
-
2022校长述职报告范文.docx
-
2022母婴安全保障自查自纠报告(工作开展情况、存在问题及下步整改措施计划).docx
-
2022机关党建工作要点三篇(1).docx
-
2022某县某市“六稳”“六保”工作开展落实情况汇报材料2篇.docx
-
“两在两同”我先行—区委统战部“同心筑梦”行动实施方案.docx
-
“三重一大”决策制度整改汇报.docx
-
“两个确立”专题党课讲稿6篇汇编.docx
-
“三强化”抓实党风廉政建设.docx
 猜左手猜右手PPT课件教案PPT课件.ppt
猜左手猜右手PPT课件教案PPT课件.ppt
-
猴子和兔子PPT课件PPT课件.ppt
-
独一无二的我PPT课件教案不一样的我PPT.ppt
-
班门弄斧PPT课件班门弄斧PPT课件.ppt
-
甜甜的棒棒糖课件甜甜的棒棒糖.ppt
-
猴王吃西瓜PPT课件教案配图小班语言《猴王吃西瓜》微课件.ppt
-
狐狸与葡萄PPT课件教案图片PPT课件.ppt
-
狐狸和兔子PPT课件教案图片大班语言:狐狸和兔子.ppt
-
狗公鸡和狐狸PPT课件ppt课件.ppt
-
狼和7只小羊PPT课件教案图片狼和7只小羊-PPT.ppt
-
狼和七只小羊PPT课件教案图片狼和7只小羊-PPT.ppt
-
盖新房 第一版大班体育活动《盖新房》.ppt
-
真假小白兔PPT课件PPT课件.ppt
-
病入膏肓PPT课件成语故事《病入膏肓》课件.ppt
-
直面幼儿入园焦虑期PPT课件ppt课件.ppt
-
男孩女孩不一样PPT课件教案图片男孩女孩不一样.ppt
-
看得见的情绪看得见的情绪.ppt
-
碗里的汤洒了PPT课件教案图片汤洒了怎么办?.ppt
-
画饼充饥PPT课件画饼充饥.ppt
 2024年金属冶炼金属冶炼(炼铁)安全管理人员安全生产考试练习题.docx
《关于支持金华猪(金华两头乌)和金华火腿全产业链高质量发展的若干政策(试行)》(征求意见稿)起草说明.docx
《关于支持金华猪(金华两头乌)和金华火腿全产业链高质量发展的若干政策(试行)》(征求意见稿).docx
钢铁行业烧结、球团、高炉炼铁、转炉炼钢、电炉炼钢工序清洁生产评价指标体系技术要求内容.docx
连铸移钢机和冷床设备规程.docx
河南厂家供应PE拉伸缠绕包装膜加厚.docx
石家庄铁源SJJL8标质量管理实施办法.docx
石家庄铁源SJJL-8标 标监理站现浇梁安全监理管理办法(初稿).docx
石家庄铁源工程咨询有限公司SJJL8标安全风险分析与双重预防机制管理办法.docx
石家庄铁源SJJL8标环保监理管理办法.docx
2024年金属冶炼金属冶炼(炼铁)安全管理人员安全生产考试练习题.docx
《关于支持金华猪(金华两头乌)和金华火腿全产业链高质量发展的若干政策(试行)》(征求意见稿)起草说明.docx
《关于支持金华猪(金华两头乌)和金华火腿全产业链高质量发展的若干政策(试行)》(征求意见稿).docx
钢铁行业烧结、球团、高炉炼铁、转炉炼钢、电炉炼钢工序清洁生产评价指标体系技术要求内容.docx
连铸移钢机和冷床设备规程.docx
河南厂家供应PE拉伸缠绕包装膜加厚.docx
石家庄铁源SJJL8标质量管理实施办法.docx
石家庄铁源SJJL-8标 标监理站现浇梁安全监理管理办法(初稿).docx
石家庄铁源工程咨询有限公司SJJL8标安全风险分析与双重预防机制管理办法.docx
石家庄铁源SJJL8标环保监理管理办法.docx